|
| |
 |
| トレーニングの様子です。 |
| |
| 絶えずトレーニングに励み、完璧な技術を提供致します。 |
|
| |
|
 |
完成 |
|
| |
| |
| ME溶接継手工法設計施工仕様書(メジャーエンクローズ溶接) |
| 有限会社メジャーエンクロ |
| 東北代理店:株式会社東京ガス圧接 |
| 2次:東北ガス圧接株式会社 仙台 |
| |
|
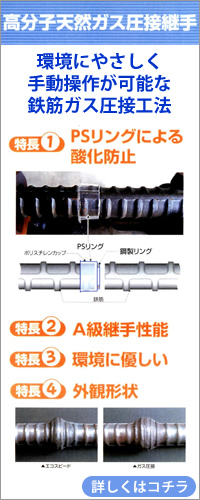
◆ ME溶接継手工法 ~Major Enclosed Welding Method~ |
| 日本建築センター BCJ評定-RC0215-01 |
| |
| 【概要について】 |
| 本ME溶接継手後方は、近年顕著に見られるようになったコンクリート構造物の大型化・高強度化に |
| 対応したエンクローズ溶接継手です。 |
| 本工法は、財団法人日本建築センターの『鉄筋の溶接継手性能判定基準』におけるA級継手の評定 |
| を取得し(BCJ認定-RC0215-01)、鉄筋継手の品質性能と施工効率をより高めることに成功した |
| 継手工法です。 |
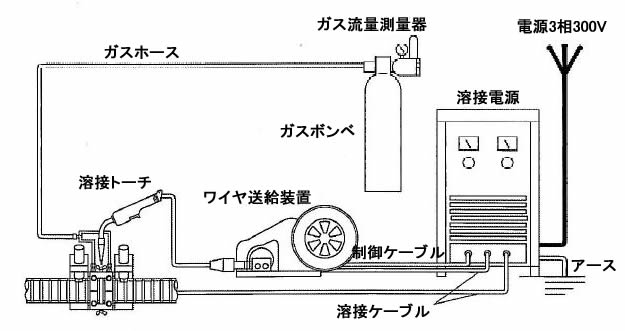
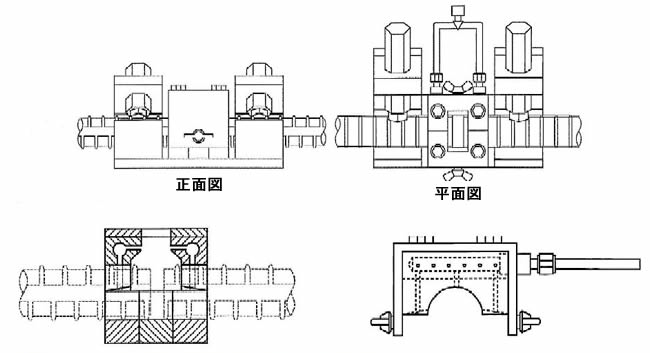
| 本工法は、被接合異形鉄筋相互の接合部を炭酸ガスにてシールドする為の炭酸ガス噴出口を有する |
| 特殊な銅当て金(治具)にい覆い、半自動炭酸ガスアーク溶接用の溶接装置を用い、エンクローズ |
| 溶接を行い、継手を製作します。 |
| |
 |
| |
 |
| |
| |
|
【特徴について】 |
| 本工法は、治具(*1)に鉄筋を支持できる機能(*2)をもたせることにより、狭隘な場所での |
| 施工と作業の簡易化を実現しました。 |
| また、本工法の主体となる炭酸ガス半自動溶接では、溶接部と大気との遮断が重要視されています |
| が、本工法の治具は、炭酸ガスの噴出口を溶接部の他にエアカーテンとなる鉄筋軸方向への噴出口 |
| を設けることにより、シールド性を飛躍的に高めた溶接が可能となりました。 |
| これまで鉄筋溶接継手の問題点であった風による欠陥の発生を抑えることができます。 |
| (*1 … 特許申請中 / *2 … 鉄筋重量により制限される) |
| |
 |
| |
| 【適用範囲について】 |
| 本工法は、財団法人日本建築センターが認定する『鉄筋継手性能判定基準』に示された『A級継手』 |
| として使用できます。 |
| また、継手の位置・集中度は、『建築物の構造関係技術基準解説書(日本建築センター刊)』により |
| ます。 |
| 本工法の適用範囲は原則として日本建築学会『建築工事標準仕様書・同解説JASS5(2003年版) |
| (鉄筋コンクリート工事)』及び日本建築学会『鉄筋コンクリート造配筋指針(2003年版)』に |
| 準拠します。 |
| |
適用鉄筋 |
JIS G 3112-1987 |
『鉄筋コンクリート用棒鋼』の規格にて製造された鉄筋 |
|
| |
SD345 |
D19~D51 |
590N級高張力鋼用ワイヤ |
SD390 |
D19~D51 |
690N級高張力鋼用ワイヤ |
SD490 |
D25~D41 |
780N級高張力鋼用ワイヤ |
異形間継手 |
各鋼種(鉄筋の各種類)とも呼び名1径差間まで可 |
|
| |
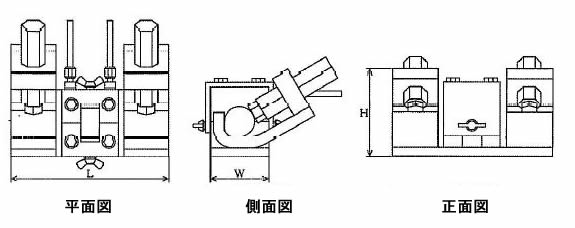
| 【治具寸法について】 |
| 本工法に使用する治具は、下図・下表の通りです。 |
| |
 |
| |
鉄筋呼び名 |
形式 |
長さL(mm) |
幅W(mm) |
高さH(mm) |
D19 |
ME19 |
150 |
65 |
100 |
D22 |
ME22 |
150 |
65 |
105 |
D25 |
ME25 |
150 |
65 |
105 |
D29 |
ME29 |
150 |
65 |
105 |
D32 |
ME32 |
155 |
65 |
105 |
D35 |
ME35 |
155 |
75 |
105 |
D38 |
ME38 |
155 |
75 |
115 |
D41 |
ME41 |
155 |
75 |
115 |
D51 |
ME51 |
155 |
90 |
135 |
|
| |
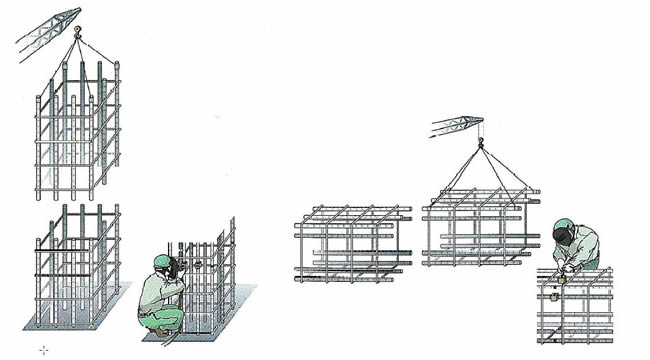
| 【鉄筋工事の現場施工の簡略化について】 |
| 柱筋や梁筋主筋の同一断面の継手(イモ継)が可能なので、先組などにより、鉄筋工事の簡略化が |
| でき、工期短縮につながります。 |
| また、ガス圧接工法にみられる加圧による鉄筋の移動が無いため、配力筋や帯筋施工後の継手や、 |
| 多段床版の継手に適しています。 |
| |
 |
| |
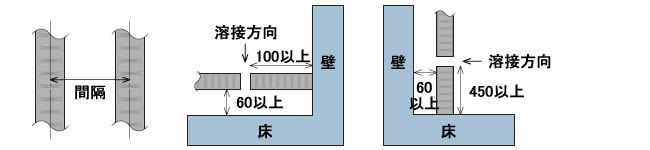
| 【作業可能範囲について】 |
| 下図の状況での作業が可能です。 |
| |
 |
| |
鉄筋呼名 |
D19 |
D22 |
D25 |
D29 |
D32 |
D35 |
D38 |
D41 |
D51 |
最小間隔 |
69 |
72 |
75 |
79 |
82 |
85 |
88 |
90 |
100 |
|
| |
| |
| さらに狭隘な箇所での施工の場合は、ご相談ください。 |
| 本説明に関するお問い合わせ、ご注文は下記にご連絡下さい。 |
| |
| <ME溶接継手工法 技術開発元> 有限会社メジャーエンクロ TEL:050-3603-0777 |
|
| ◆ 鉄筋継手入門 ガス圧接継手*機械式継手*溶接継手 |
| 社団法人 日本圧接協会 |
| |
|
【突合せ溶接継手】 |
| パス盛り溶接とエンクローズ溶接があります。 |
| パス盛り溶接は、継手部に鋼製の裏あて金を取りつけて、溶接棒でパス盛りしながら施工する継手 |
| 工法です。 |
| この継手は最終的に継手部に鋼製の裏当て金が残るため
全周目視検査が困難であり、超音波 |
| 探傷検査にも制約が生じます。 |
| |
| エンクローズ溶接は鉄道のレール継手として古くから用いられてきた継手工法で、溶接部に銅製または |
| セラミック
製の当金を取りつけて溶接完了後に裏当て材を撤去できるのが特徴です。 |
| 全周目視検査と超音波探傷検査が可能であり検査が容易に行えます。 |
| 特徴は、施工時にほとんど伸縮がなく、継手部にガス圧接継手のようなコブが生じないことです。 |
| プレキャスト部材の突出鉄筋の継手にも適用が可能であり先組み鉄筋工法の場合、継手部での |
| かぶりの問題がないため、せん断補強筋の径を変える等の配慮が不要です。 |
| |
| 【鉄筋の端部切断】 |
| 平らで直角でなければならないため、鉄筋の切断は鋸盤や高速切断機などを用いて行うことが原則
|
| とされます。 |
| |
| 【配筋】 |
| 突合せ溶接継手は、ガス圧接継手と同様にその継手品質は作業員の技量と周囲の環境に大きく |
| 影響されます。 |
| 必要な場合には施工前試験を行って作業員のレベルを確認する必要があります。 |
| 鉄筋のセットに際しては所定の開先間隔を確保する必要があります。 |
| 強風時(風速は10m以下)やむを得ず作業をする場合には、工事監理者の承認を得て防護対策を |
| 行います。 |
| |
| 【溶接継手の品質管理】 |
| 一般的には鉄筋の種類や呼名、径ごとに各3本以上作成し、外観検査や超音波探傷検査、引張 |
| 試験等を行い性能を確認します。 |
| 不合格の継手については全て切断して再溶接し、超音波探傷検査で確認します。 |
| |
| 【外観検査不合格時の処置】 |
| ◆ スラグ巻き込み、溶け込み不良、ピットのあるもの |
| …欠陥が無くなるまで削除後、補修溶接を行う。 |
| ◆ 余盛りの高さが鉄筋径より低いもの |
| …鉄筋径まで補修溶接を行う。 |
| ◆ 極度のアンダーカット オーバーラップのあるもの |
| …アンダーカットについて補修溶接を行う。 |
| オーバーラップは補修溶接を行うかグラインダーで平行に仕上げる。 |
| ◆ 割れのあるもの |
| …溶接部を全て削除し開先を取り直して再溶接を行う。 |
| ◆ 偏心量が鉄筋径1/10を超えるもの |
| …溶接部を全て削除し開先を取り直して再溶接を行う。 |
|
 |
| |
名称 |
ME溶接作業者資格認定(ME溶接作業者資格証明書) |
認定者 |
ME溶接継手工法資格認定委員会 |
認定条件 |
| 当社に所属する者 |
| JIS Z 3841『半自動溶接技術検定における試験方法及び判定基準』の中板厚以上の |
| 専門級(V・H・O・Pのいずれか)の適格性証明書保有者 |
|
新規 |
学科項目 |
講習 |
| 『鉄筋に関する知識』、『溶接全般』、『鉄筋の継手概要』に関して4時間以上、 |
| 本仕様書及び本工法の施工要領書を教本として、8時間以上講習を実施する。 |
| 学科講習修了者とは、講師が既定の講習時間に達したことを確認した者とする。 |
|
学科試験 |
| 上記講習内容の習得度を確認する為に学科試験を実施する。 |
| 受験者は、学科及び実技講習修了者でなければならない。 |
|
試験方法 |
記述試験15問(45分) |
判定基準 |
正答率80%以上を合格とする。 |
実技項目 |
講習 |
| 『溶接機の設置』、『材料の確認』、『溶接条件の設定』、 |
| 『治具の取り付け、取り外し』、『運棒方法』、『溶接外観の確認』、 |
| その他本工法の施工に付帯する事項についての実技講習を80時間以上実施する。 |
| 実技講習修了者とは、講師が規定の講習時間に達した事を確認した者とする。 |
|
実技試験 |
| 委員会委員及び溶接管理者の立会の下で試験体を製作 |
| 水平筋下向き継手試験体: SD345材 D38+D38 10本 |
| 鉛直筋横向き継手試験体: SD345 D38+D38 10本 |
| 受験者は、学科試験合格者でなければならない。 |
|
試験方法 |
| 外観試験:超音波探傷試験: 全数 |
| 引張試験:水平筋下向き継手、鉛直筋横向き継手各5本 |
| 曲げ試験:水平筋下向き継手、鉛直筋横向き継手各5本 |
|
判定基準 |
| 外観試験:超音波探勝試験:全数合格 |
| 曲げ試験:90C°以上の曲げで割れがないこと |
| 引張試験:引張強さ及び降伏点の数値が母材の規格数値を上回り、且つ母材部で |
| 破断すること |
|
更新 |
学科項目 |
講習 |
| 『鉄筋に関する知識』、『溶接全般』、『鉄筋の継手概要』に関して1時間以上、 |
| 本工法の『設計施工仕様書』及び『施工要領書』の内容に関して4時間以上講習を |
| 実施する。 |
| 学科講習修了者とは、講師が既定の講習時間に達したことを確認した者とする。 |
|
学科試験 |
| 上記講習内容の習得内容の習得度を確認する為に、学科試験を実施する。 |
| 受験者は、学科講習修了者でなければならない。 |
|
試験方法 |
口述試験20問(30分) |
判定基準 |
正答率80%以上を合格とする。 |
実技項目 |
講習 |
実施しない(施工経歴を精査する) |
実技試験 |
| 委員会委員及び溶接管理者立会で試験体を製作 |
| 水平筋下向き継手試験体:SD345材D38+D38-6本 |
| 鉛直筋横向き継手試験体:SD345材D38+D38-6本 |
| 有効期間内の施工経歴によっては、水平筋下向き継手試験体の製作を減免することが |
| できる。 |
| 受験者は、学科試験合格者でなければならない。 |
|
試験方法 |
| 外観試験:超音波探傷試験:全数 |
| 引張試験:水平筋下向き継手、鉛直筋横向き継手各3本 |
| 曲げ試験:水平筋下向き継手、鉛直筋横向き継手各3本 |
|
判定基準 |
| 外観試験:超音波探傷試験:全数合格 |
| 曲げ試験:90C゜以上の曲げで割れがないこと。 |
| 引張試験:引張強さ及び降伏点の数値が母材の規格数値を上回り、且つ、母材部で |
| 破断すること。 |
|
認定期間 |
| 1年間とする。 |
| ただし、継続申請を行うことにより、最大2回(都合3年間)認定を継続することができる。 |
| 継続を2回行い、更に資格の継続を希望する者は、更新試験を受験しなければならない。 |
|
継続申請 |
認定期間の過去1年間の職務経歴を委員会が精査する。 |
|
| |
| このように厳しい試験をクリアしなければ資格がもらえません。 |
| ベテランでもかなり難儀してます。 |
|